




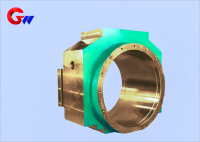
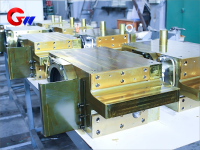
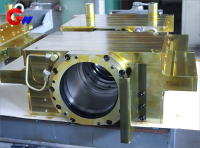
آپریٹ سائیڈ ورک رولر رولنگ مل بلاک شافٹ کی گرم رولنگ مل مشین
ہماری کمپنی کے پاس ڈی ایم جی DMF1800*600 پانچ محور مشینی مرکز، افقی مشینی مرکز، عمودی مشینی مرکز، گینٹری مشینی مرکز اور اعلیٰ صحت سے متعلق تھری کوآرڈینیٹ معائنہ ہے۔
ورک رولر رولنگ مل شافٹ بلاک جی ڈبلیو صحت سے متعلق اہم مصنوعات میں سے ایک ہے۔
- GW Precision
- لوویانگ، چین
- معاہدہ کی شرط
- اسٹیل سپول کی سالانہ صلاحیت 4000 ٹکڑے ہے۔
- معلومات
آپریٹ سائیڈ ورک رولر رولنگ مل شافٹ بلاک کی گرم رولنگ مل مشین
(پلیٹ اور پٹی/سیکشن سٹیل کی گرم رولنگ پروڈکشن لائنوں کے لیے موزوں)
1،درخواست کے منظرنامے۔
1. بنیادی افعال
رولر پوزیشننگ اور فورس ٹرانسمیشن:
رولنگ فورس (زیادہ سے زیادہ 30MN) اور موڑنے والی قوت (± 1000kN) کے عمل کے تحت ورکنگ رول کے استحکام کو برقرار رکھیں
کاٹنے والے اسٹیل کے فوری اثر بوجھ کو برداشت کریں (امپیکٹ گتانک 2.0-3.5)
تھرمل مینجمنٹ:
400-800 ℃ کے رولنگ درجہ حرارت کے ماحول میں کام کرتے ہوئے، فوری سطح کا درجہ حرارت 300-450 ℃ تک پہنچ سکتا ہے
متواتر تھرمل تناؤ کا مقابلہ کرنے کی ضرورت ہے (>10 ⁵ سائیکل/سال)
2. مل شافٹ بلاک کے کام کرنے کے عام حالات
مکینیکل لوڈ: ہرٹز کانٹیکٹ اسٹریس 1000-1500MPa، ٹورسنل وائبریشن لوڈ (اہم رفتار کو کام کرنے کی رفتار 1.5-2.5 بار سے گریز کرنا چاہیے)
پہننے کا ماحول: آئرن آکسائیڈ پیمانے پر کھرچنے والے ذرات (HV800-1100) + رولنگ چکنا کرنے والا اعلی درجہ حرارت کاربنائزیشن جمع
ورک رولر رولنگ مل شافٹ بلاک کے مواد کا انتخاب اور اصلاح
1. بنیادی مواد
مواد کا درجہ، بنیادی فوائد، قابل اطلاق منظرنامے۔
50CrMoV اعلی درجہ حرارت کی طاقت (σ 0.2 ≥ 650MPa 500 ℃ پر) چوڑی اور موٹی پلیٹ رولنگ مل (رول body>3m)
رولنگ کے دوران 38CrNiMoV اعلی طاقت والی اسٹیل کی کم سائیکل تھکاوٹ کی کارکردگی (Δε t=1% پر این ایف ≥ 5000 بار)
H13 بہتر گرمی سے بچنے والی کریکنگ (تھرمل چالکتا 24W/m · K) سٹینلیس سٹیل ہاٹ رولڈ
2. کلیدی کمک ٹیکنالوجیز
بیئرنگ میٹنگ سطح:
لیزر بجھانا (سخت کرنے والی پرت کی گہرائی 2-3 ملی میٹر، HRC54-58)
پلازما سپرےنگ ڈبلیو سی-10Co4Cr (پوراسٹی<0.8%)
تھریڈڈ کنکشن ایریا: بورونائزنگ ٹریٹمنٹ (Fe2B پرت 50-80 μm)
3. جدید مواد کی ایپلی کیشنز
تدریجی فنکشنل محور:
کور: 25Cr2MoV (اعلی سختی)
سطح: سٹیلائٹ 21 (اعلی درجہ حرارت کے لباس کے خلاف مزاحم)
ہاٹ آئسوسٹیٹک پریسنگ (HIP) کے ذریعے بازی بانڈنگ
3. ہیٹ ٹریٹمنٹ سسٹم
ویکیوم بجھانا: 1020 ℃ × 3h (نائٹروجن کولنگ)
ڈبل ٹیمپرنگ: 560 ℃ × 4h + 520 ℃ × 6h (تیل ٹھنڈا ہوا)
استحکام کا علاج: گہری کولنگ (-120 ℃ × 8h) + عمر بڑھنے (250 ℃ × 24h)
4. سطح کو مضبوط بنانا
جامع پروسیسنگ:
شاٹ پیننگ (المین کی طاقت 0.4-0.45mmN)
آئنک سلفرائزیشن (ایف ای ایس تہہ 1-2 μm)
لیزر ٹیکسچرنگ (ص=3–5 μm)
*اہم عمل:
بیئرنگ پوزیشن کا مستقل درجہ حرارت پیسنا (کولنٹ 20 ± 1 ℃)
ٹرانزیشن فلیٹ کی الیکٹرو کیمیکل مشیننگ (R زاویہ کی درستگی ± 0.05mm)*
کے عام پیرامیٹرزکام رولر رولنگ مل شافٹ بلاک
پیرامیٹر اشارے کے تقاضے
محور قطر رواداری φ 320 ± 0.008 ملی میٹر
اعلی درجہ حرارت رینگنے کی شرح ≤ 1 × 10 ⁻⁷%/h (500 ℃/200MPa)
وائبریشن ایکسلریشن ≤ 4.5m/s² (آئی ایس او 10816-8)
ہاٹ رولنگ مل میں اس شافٹ کی سروس لائف 2-3 سال ہے (1.5-2 ملین ٹن سالانہ رولنگ کی گنجائش کے ساتھ)، اور اسے گریڈینٹ میٹریل کا استعمال کرتے ہوئے 5 سال تک بڑھایا جا سکتا ہے۔ تھرمل تھکاوٹ کی ناکامی کا تناسب 60٪ سے زیادہ ہے، اور موجودہ تحقیق اور ترقی کی توجہ نانو سٹرکچرڈ تھرمل بیریئر کوٹنگز پر ہے۔



